Engineered for food contact safety, exceptional heat retention, and unmatched durability.
For 18 years, we have pushed the boundaries of double-wall vacuum engineering, establishing an optimized industrial core in China’s hardware capital.
Strategically headquartered in Yongkang—recognized worldwide as "China's Hardware Capital"—our facility sits at the center of the world's most dense vacuum vessel supply chain. This ecosystem accounts for 90% of China's cup production, providing us with instant access to high-grade raw materials (such as SUS304 and medical-grade SUS316 stainless steel), localized surface finishing technologies, and advanced tooling facilities.
By shortening our component transit times and leveraging bulk steel procurement, we secure pricing advantages that we pass directly to our global wholesale partners.
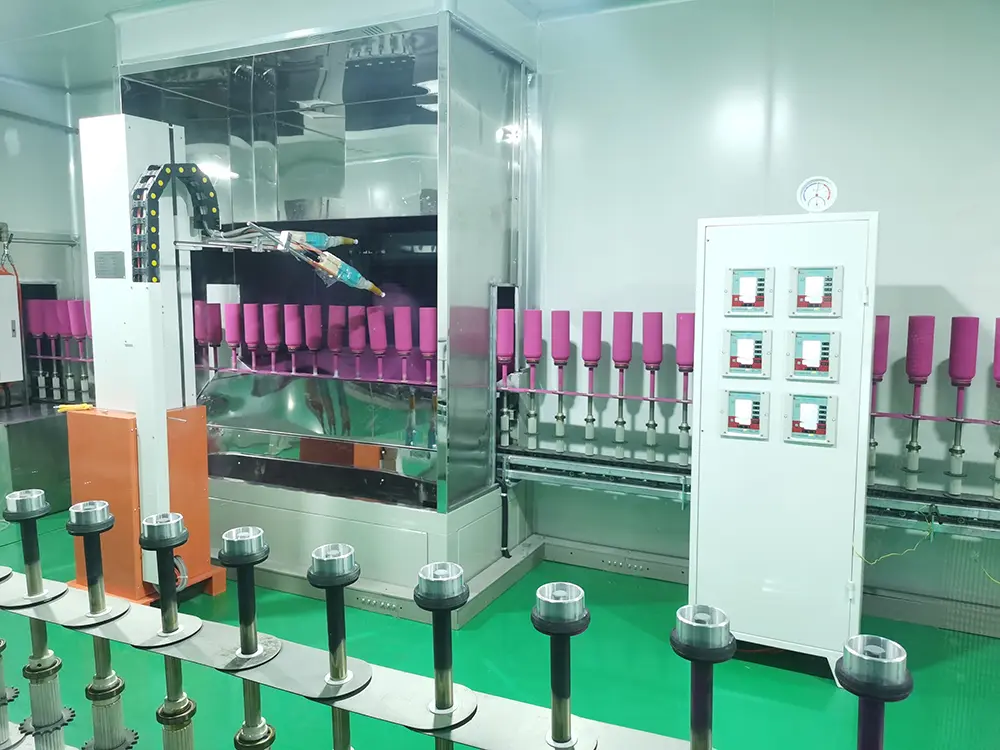
Following a massive manufacturing facility expansion in 2017 to 80,000 square meters, we integrated 20 modern, streamlined production lines. These include seven advanced stainless steel hydroforming lines and high-precision automated robotic transfer systems.
With an in-house electroplating division, vacuum-chamber testing lines, and environmental powder coating chambers, we closely monitor quality at every step. This integrated capability supports an annual production volume exceeding 20 million units, with annual revenues climbing past US$60 million.

Our commitment to international safety and ethical sourcing guidelines ensures seamless customs entry and consumer safety in highly regulated target markets.
To successfully serve major retailers in North America, Europe, and the Asia-Pacific region, we maintain strict compliance certifications. Our factories are fully audited and certified by BSCI (Business Social Compliance Initiative) and Sedex (Supplier Ethical Data Exchange). These frameworks verify our ethical employment practices, safe work environments, and fair compensation programs.
Additionally, we maintain a robust ISO 9001:2015 Quality Management System, conducting internal audits at every manufacturing stage—from initial raw steel inspection to final vacuum seal integrity tests.
A high-performance soup thermos must protect against chemical leaching. Our products are manufactured with raw materials that are completely free of BPA, BPS, phthalates, and heavy metals. We regularly subject our products to testing against the following standards:


Continuous innovation keeps our products competitive in international markets. With four specialized R&D centers located in Shanghai and Yongkang, we have secured over 110 design and structural engineering patents.
By 2025, we will open CMF (Color, Material, Finish) production centers in South Korea and Malaysia. These facilities will focus on localized color palettes, ergonomic geometries, and advanced coatings—such as anti-slip powder applications and ceramic-lined interiors that prevent metallic odors.
Our product catalog includes more than 120 custom designs. Each year, our R&D team introduces an average of 30 new products, helping our partners capitalize on shifting consumer trends, such as eco-friendly lunch prep, leakproof child nutrition, and rugged outdoor gear.
Large-scale procurement demands more than just product delivery; it requires supply chain transparency, risk management, and consistent manufacturing standards.
For international buyers and supermarkets, delivery delays can lead to costly lost sales. We address this with structured production planning, raw material reserves, and automated processing lines. Under normal conditions, our standard production lead times range between 30 and 45 days. We also offer fast-track scheduling for seasonal promotions or sudden shifts in market demand.
Each production run goes through a detailed quality control sequence. Our quality inspectors conduct raw material chemical analyses, check wall thicknesses, and perform automated temperature-retention tests on every batch. Each food jar and thermos undergoes a 24-hour heat-retention inspection, ensuring that vacuum chambers meet our minimum threshold before final packaging and shipment.
We support private-label clients with comprehensive packaging solutions, including FSC-certified biodegradable display cartons, custom structural foam inserts, and bulk shipping containers. Our export division coordinates customs clearance, offering flexible delivery terms like FOB, CIF, or DDP, depending on your company's logistics preferences.
As consumers prioritize health and environmental sustainability, high-performance insulated food jars have transitioned from niche items to everyday essentials.
Single-use plastics are increasingly restricted by global regulations. Consumers are actively seeking reusable food containers. High-quality stainless steel food jars offer a durable, long-term alternative that supports zero-waste initiatives. Many brands are also transitioning to recycled stainless steel (such as 90% recycled SUS304) to align with corporate sustainability goals.
A key trend in the industry is the integration of digital features. Modern soup thermoses now feature LED touch-screen lids that display real-time internal temperatures. This feature helps prevent burns and assures users that their food remains within a safe consumption range, helping to prevent bacterial growth in warm meals.
Portability is a key selling point for urban consumers. Modern designs feature wide mouths that make eating and cleaning easier, pressure-relief valves for simple opening, and integrated folding spoons. These user-friendly additions help brands stand out in crowded retail spaces.
School & Office Lunches: Lightweight, leakproof 350ml to 500ml food jars are popular for healthy meal prep, keeping soups and stews warm for hours.
Outdoor & Adventure: Rugged, high-capacity vacuum flasks are built to withstand extreme temperatures, ensuring hot coffee, tea, or broth is available during long hikes or work shifts.
We export to over 80 countries, providing localized support and customized product designs to fit the regulatory and branding needs of each region.


Brand customers share their product concepts, rough sketches, or reference photos to establish the design direction.

Our engineering team creates detailed 3D CAD files to establish precise dimensions, volumes, and wall thicknesses.

We produce 3D-printed mockups or CNC-machined samples to test ergonomics, volume capacity, and lid-sealing performance.

Once the design is approved, we manufacture the steel forming dies and injection molds for the lids.

We run a pilot batch to verify tooling alignment, powder-coating quality, and vacuum insulation effectiveness.

Our automated production lines assemble, vacuum-insulate, coat, laser-mark, and package the products for shipment.



Deep engineering insights and procurement details for corporate purchasers, sourcing agents, and brand managers.
Explore our wider range of vacuum-insulated flasks, travel mugs, and sports bottles built to high standards.















