The global demand for insulated tumblers has seen an unprecedented surge over the last decade. No longer just a functional vessel for coffee or water, the insulated tumbler has evolved into a key lifestyle accessory, a statement of sustainability, and a high-performance tool for modern hydration. As professional insulated tumbler factories, we observe that the market is shifting towards premiumization, where double-wall vacuum insulation technology is the baseline, and aesthetic design, ergonomic handles, and eco-friendly coatings are the new competitive frontiers.
The global drinkware market is projected to reach billions in valuation by 2030. High-end brands in the US and Europe rely heavily on robust supply chains in Asia to meet massive consumer appetite for products like the 40oz handled tumbler. From corporate gifting to outdoor retail, the commercial applications are endless.
Large-scale enterprises are moving toward "Consolidated Sourcing." They require a tumbler supplier that can handle R&D, mass production, and stringent quality compliance under one roof. There is a growing demand for recycled 18/8 stainless steel to meet ESG (Environmental, Social, and Governance) targets.
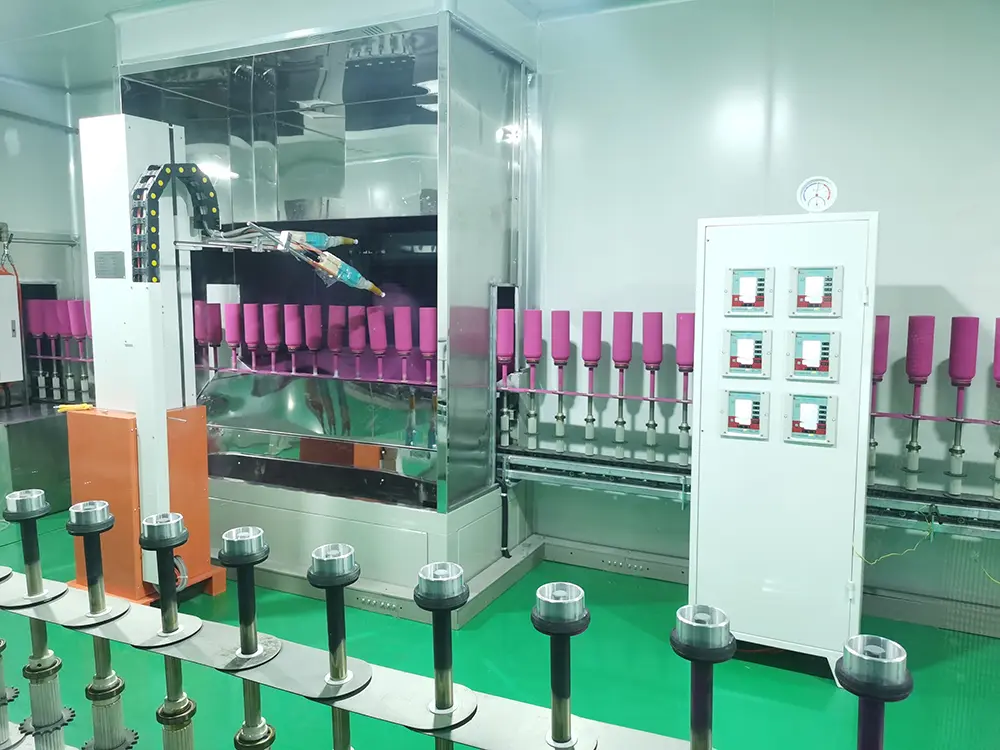
Modern factories are integrating AI-driven automation and smart manufacturing. At our facility, the focus is on hydroforming and automated transfer lines to ensure 99.9% vacuum integrity, which is the gold standard for maintaining beverage temperature for over 24 hours.
Leveraging Yongkang's industrial cluster advantages—known as "China's Hardware Capital"—we stand at the forefront of the industry. Our city accounts for 90% of national cup production, giving us unparalleled access to raw materials, skilled labor, and specialized machinery.

Innovation is the engine of our growth. With four R&D centers located in Shanghai and Yongkang, we have secured over 110 patents. Our global layout extends to South Korea and Malaysia, focusing on CMF (Color, Material, Process) innovation.
Product Iteration: Our catalog features over 120 unique products, including travel mugs, food jars, and specialized tumblers. We introduce an average of 30 new products annually to stay ahead of global trends.
Trust is built on rigorous standards. We maintain a comprehensive suite of international certifications that ensure our products are safe for consumers and compliant with regional laws in over 80 countries.
BSCI and Sedex certified, ensuring ethical manufacturing and fair labor practices.
ISO9001 quality management system ensures consistent excellence across all batches.
FDA, LFGB, and BPA-Free certifications. Sensory and migration tests passed for all markets.

Brand customers share ideas or photos of their desired product concept.

Technical drawings and 3D models are developed for client approval.

Physical samples are created using rapid prototyping or CNC machining.

Precision molds are crafted for mass production stability.

Automated manufacturing with multi-stage quality control checks.

Global logistics management to over 80 countries worldwide.
Our products are engineered for versatility, serving a wide range of global application scenarios:
Our 30oz and 40oz tumblers feature tapered bases designed to fit standard vehicle cup holders, making them essential for the US and European road-trip culture.
Double-wall vacuum insulation keeps beverages ice-cold for 24+ hours or hot for 12+ hours, perfect for camping in the Australian Outback or the Swiss Alps.
With custom logo options via laser engraving or 3D printing, our tumblers serve as premium promotional items for Fortune 500 tech firms and fitness franchises.



In the competitive world of beverage containers, the term "Insulated Tumbler Supplier" often refers to many types of entities. However, partnering directly with an integrated factory like ours provides advantages that trading companies cannot match. Our 18-year journey in Yongkang has allowed us to perfect the stainless steel vacuum flask technology, moving from simple single-wall cups to sophisticated double-wall structures with copper-plated vacuum layers for enhanced thermal retention.
The core value of an insulated tumbler lies in its ability to resist heat transfer. We utilize high-grade 18/8 (SUS304) stainless steel, which is resistant to oxidation and corrosion. Our manufacturing process involves creating a vacuum between two stainless steel walls. By removing the air, we eliminate conduction and convection. To combat radiant heat, we often apply a thin layer of copper to the inner wall, reflecting heat and ensuring your coffee stays hot during a long morning meeting or your water stays cold during a summer hike.
For global buyers, procurement is not just about price—it's about reliability. As a leading insulated tumbler manufacturer, we have optimized our supply chain to withstand global fluctuations. Our proximity to the hardware hub of China ensures that even during peak seasons, we have the raw materials and logistical support to maintain our 20-million-unit annual capacity. This resilience is why brands from Europe, the US, and Southeast Asia choose us as their long-term manufacturing partner.
The industry is moving toward a circular economy. We are actively investing in recycled stainless steel and biodegradable packaging. Furthermore, the "Stanley effect" has shown that tumblers are now fashion accessories. This has led us to develop advanced coating techniques, such as powder coating, water transfer printing, and 3D digital printing, allowing our clients to offer unique, high-aesthetic products to their customers.















