The global tumbler glass and insulated drinkware market is witnessing an unprecedented surge, driven by the "hydration culture" and a massive shift away from single-use plastics. As a leading China tumbler glass supplier, we observe that the demand for high-capacity (40oz+) vacuum-insulated vessels has moved from a niche fitness requirement to a mainstream lifestyle essential.
Technological advancements in stainless steel hydroforming and automated vacuum sealing have redefined product durability. Modern tumblers are no longer just containers; they are fashion statements integrated with CMF (Color, Material, Finish) innovations, such as leopard prints, ceramic coatings, and ergonomic powder finishes.
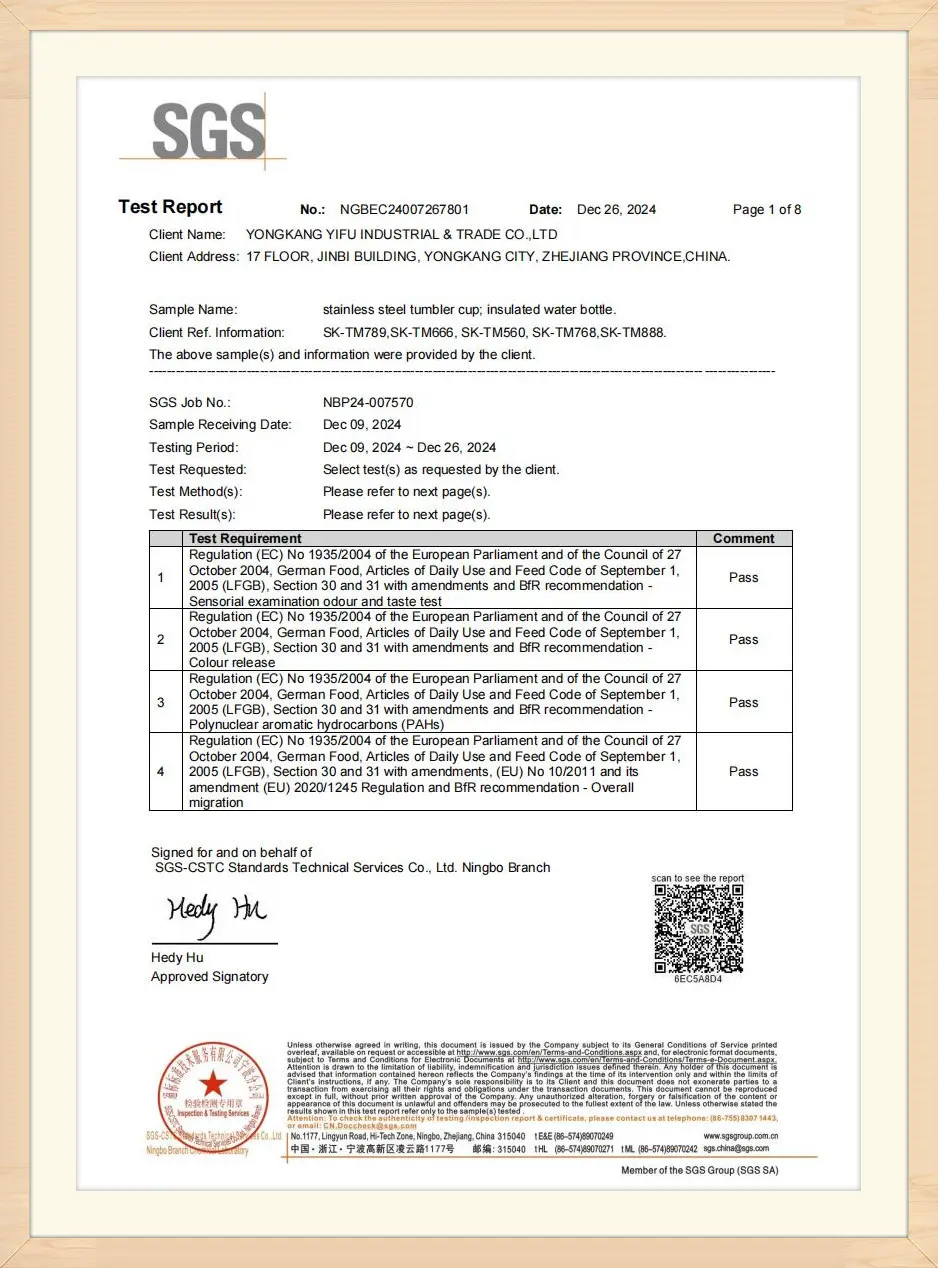
Global enterprises now prioritize ESG (Environmental, Social, and Governance) compliance. Buyers from the US, EU, and Asia are increasingly seeking factories with BSCI and Sedex certifications. There is a strong demand for BPA-Free, FDA-compliant materials that ensure both safety and sustainability for the end consumer.
Located in Yongkang, "China's Hardware Capital," our factory leverages a unique industrial cluster advantage. This region accounts for 90% of China's total cup production, allowing us to maintain a highly integrated and efficient supply chain.
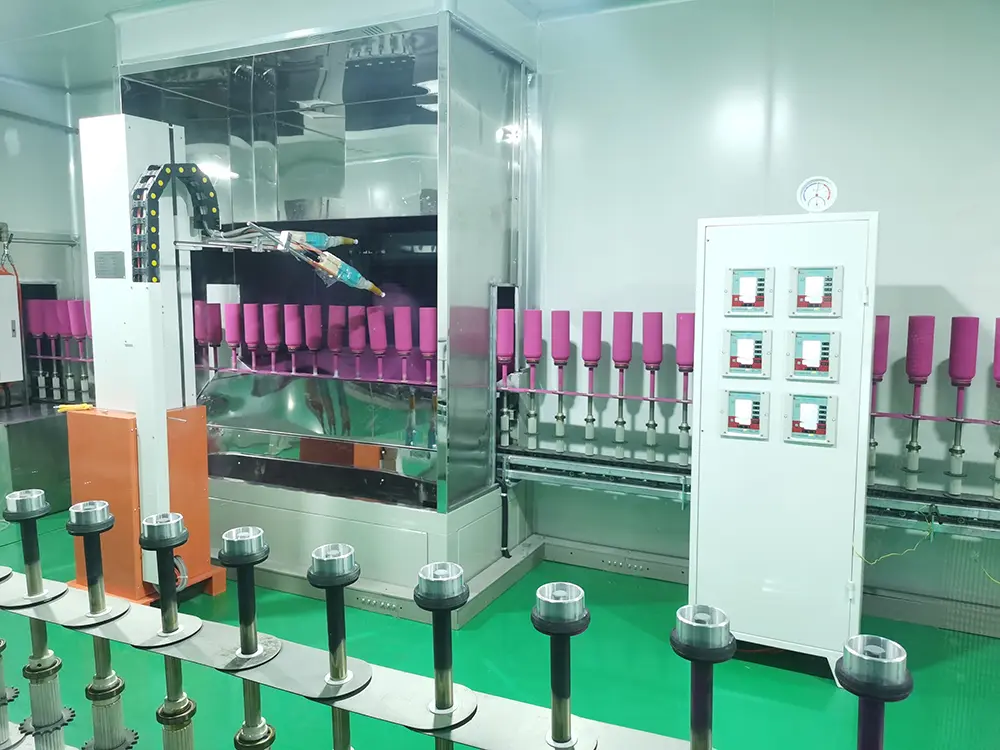
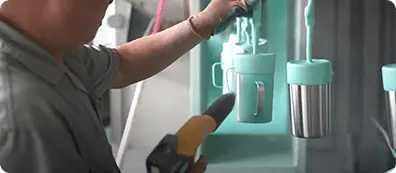
Since our foundation, we have expanded to an 80,000 square meter manufacturing base. Our facility is equipped with 20 modern production lines, including 7 advanced hydroforming lines and automated transfer systems. This technological backbone allows us to achieve an automation rate of 56% by 2025, ensuring precision and cost-competitiveness.

Innovation is the core of our authoritative standing in the industry. We operate four specialized R&D centers in Shanghai and Yongkang. By 2025, we are establishing CMF production centers in China, South Korea, and Malaysia to stay ahead of international aesthetic trends.
Our team develops an average of 30 new products annually, covering the full spectrum of vacuum insulated car mugs, travel tumblers, and thermal food jars.
Utilizing high-end electroplating and automated assembly, we ensure every tumbler meets the rigorous standards required by high-end markets like Japan and Germany.
Reliability is built on third-party verification. We hold the industry's most stringent certifications to facilitate seamless market entry for our partners.
Core European and Commonwealth market access standards.
Rigorous internal quality management system.
Safety compliance for US and EU food contact standards.
Certified to produce for world-class entertainment brands.

Our tumblers are designed for diverse lifestyle needs across the globe.
Designed with slim bases to fit standard car cup holders, our 40oz tumblers with straw lids are the perfect companion for long drives and morning commutes.
Our 500ml and 600ml insulated coffee mugs feature leak-proof lids and ceramic coatings to preserve the authentic taste of coffee and tea in corporate environments.
Rugged, triple-layer insulated designs are built for the outdoors, keeping ice cold for up to 48 hours and drinks hot for 12+ hours during camping and hiking.
Bringing your brand vision to life through a streamlined 6-step professional process.
Clients provide initial concepts, photos, or sketches of their desired tumbler design.

Our R&D team analyzes technical feasibility and material requirements.

3D modeling and physical prototyping are conducted to test ergonomics and insulation.

Final samples are sent to the client for performance and aesthetic verification.

Automated production lines initiate large-scale manufacturing under strict QC.

Global logistics support ensures timely delivery to over 80 countries.



Our commitment to quality has allowed us to establish a core presence in high-end markets. Products are currently sold in over 80 countries, with a major focus on the United States, Europe, Japan, and South Korea. We understand the specific regulatory and compliance landscapes of each region, making us a reliable partner for international wholesale and distribution.
Driven by technological innovation and the continuous upgrade of our automation systems, we are building a truly global supply chain service capability that addresses the high-volume needs of global retailers.

Over 20 Years of Production Experience















