Explore our premium double-walled vacuum-insulated models, custom manufactured to exceed global standard regulations.








Strategic B2B market intelligence for modern procurement and brand portfolio optimization.
Modern consumers demand optimal thermal insulation. Our advanced double-wall vacuum construction incorporates a specialized internal copper plating layer. This engineering feature acts as a reflective barrier, significantly limiting radiant heat transfer to keep beverages cold for up to 24 hours or hot for 12 hours.
Color, Material, and Finish (CMF) design plays a critical role in market differentiation. B2B buyers can leverage various custom finishes, including highly durable powder coating, electroplating, sublimation, and 3D digital printing, ensuring products align with contemporary design trends.
Global regulatory bodies continue to tighten safety laws regarding food-contact materials. Sustainable drinkware sourcing focuses heavily on transition from single-use plastics to infinite circular loop metals, utilizing certifiable BPA-Free plastics and food-grade SUS304/SUS316 stainless steels.

Strategically situated within Yongkang's hardware industrial cluster—the primary manufacturing hub accounting for approximately 90% of China's cup production capacity—our company possesses deep resource integrations and raw material sourcing benefits.
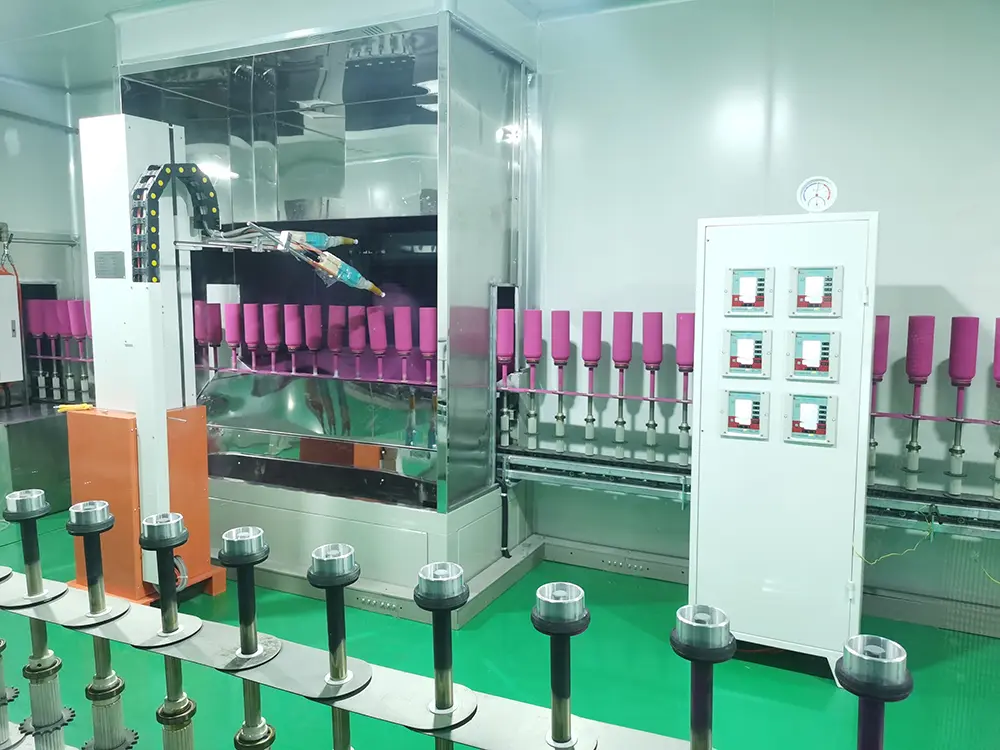
Our facility expanded to an expansive 80,000 square meters. The production floor currently hosts 20 modern assembly lines, including seven high-precision stainless steel hydroforming lines, automated transfer lines, and an eco-compliant dedicated electroplating facility.
By 2024, our annual manufacturing throughput is projected to exceed 20 million units, securing annual global sales of over US$60 million. We continue to invest in factory smart upgrades, aiming to increase our automated operation rate to 56% by 2025.
With research and design hubs operating in Shanghai and Yongkang, our technology and design divisions have registered more than 110 technical and appearance patents. Our international infrastructure expansion includes the establishment of localized CMF design centers in China, South Korea, and Malaysia to facilitate customized product adaptations.
Our comprehensive catalog spans over 120 product options, covering vacuum flasks, travel mugs, kids drinkware, and food jars. The product development division designs and introduces an average of 30 new designs annually, giving our partners a competitive advantage.
A streamlined product development workflow translating B2B concepts into mass-market products.
Submit your specific branding concepts, industrial sketches, or functional parameters.

Our R&D team generates 3D models and CAD blueprints for structural verification.

Physical prototypes are fabricated utilizing 3D printing and test molds.

Precision molds are machined in-house for structural consistency.

We apply specific Pantone matched coatings, graphics, and laser engravings.

Every production batch undergoes vacuum retention testing and QC verification.
Serving core retail and promotional markets across 80+ countries.
Our production facilities utilize modern machinery to ensure consistent tolerances. The integrated workshop is optimized for high-volume manufacturing while keeping scrap rates low.

Over two decades of production experience backing bulk wholesale shipments.




Tested and audited to facilitate customs clearance and consumer safety in strict international markets.
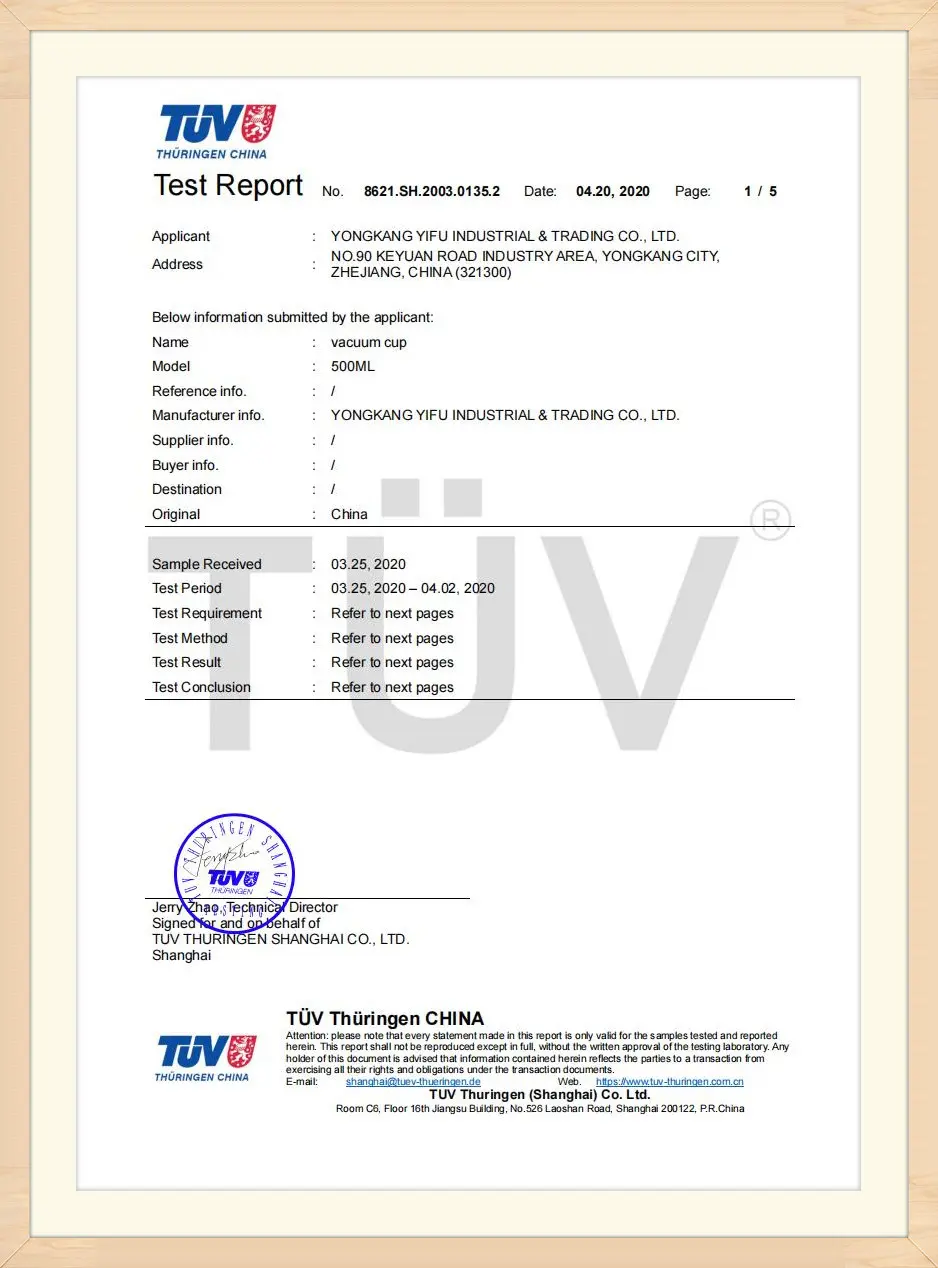
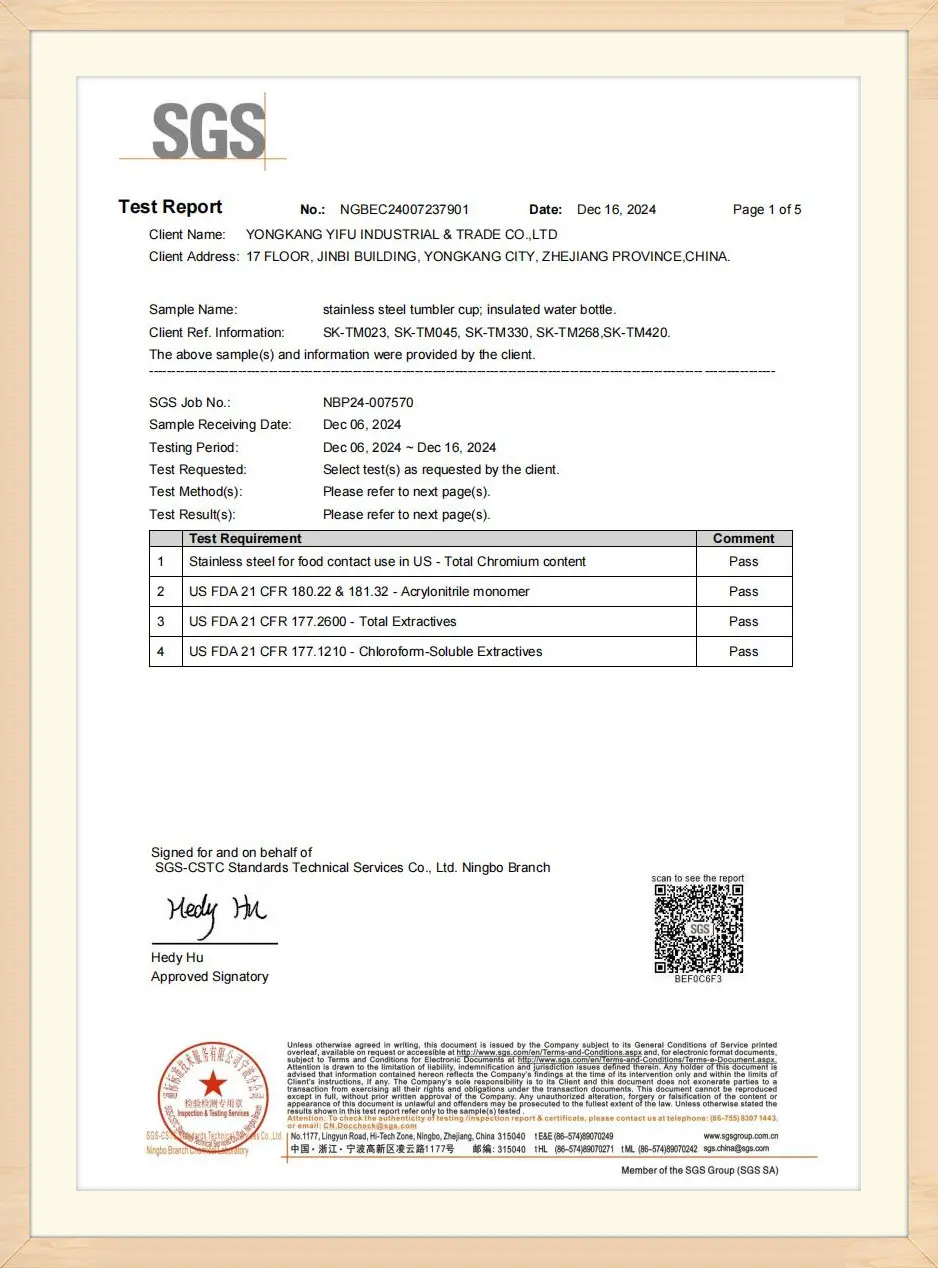
Our materials are regularly tested to comply with international regulations, including FDA food contact safety, LFGB requirements, and BPA-Free standards.


Integrating intelligence, material engineering, and green manufacturing into our long-term supply chain goals.
Increasing the factory-wide automated production rate to 56% by 2025 using collaborative robotic arms, automated optical inspection systems, and real-time manufacturing execution systems.
Designing structures that facilitate dismantling and recycling. We are exploring the incorporation of post-consumer recycled (PCR) stainless steel options to help brand partners reduce their environmental impact.
Deploying advanced active getter materials inside the vacuum chamber to capture gas molecules over time, ensuring long-term thermal insulation performance and preventing thermal decay.
Key information regarding B2B purchasing, minimum order quantities, manufacturing times, and customization options.
Explore our outdoor, high-capacity, and specialty drinkware catalog for retail distribution.







