Explore our flagship catalog of high-performance double-wall stainless steel thermal vessels, specialized can coolers, and heavy-duty travel gear engineered for optimal thermal regulation.





The global demand for high-performance wine coolers and insulated drinkware is shifting rapidly toward premium materials. Consumers expect thermal retention technology to transition seamlessly from rugged outdoor uses to fine dining, luxury hospitality, and everyday corporate lifestyles. This evolution is driven by the rapid growth of cold-chain beverage markets and outdoor lifestyle culture.
Regulatory frameworks such as the European Green Deal and the EPA's guidelines on single-use plastics are forcing global brands to source 100% recyclable, BPA-free metal drinking systems. High-grade SUS304 and food-safe SUS316 stainless steel are the new standard, ensuring zero chemical migration, zero flavor retention, and lifelong utility.
Modern consumers demand more than simple utility. Design innovation is moving toward Color, Material, and Finish (CMF) optimization. This includes physical vapor deposition (PVD) coating, textured powder-coating for high grip, wood-grain water-transfer finishes, and advanced laser marking, enabling drinkware to serve as personal fashion accessories.

Positioned within Yongkang—China's Hardware Capital representing 90% of national cup production capacity—our facility integrates cutting-edge automation, digital tracking, and ecological management.
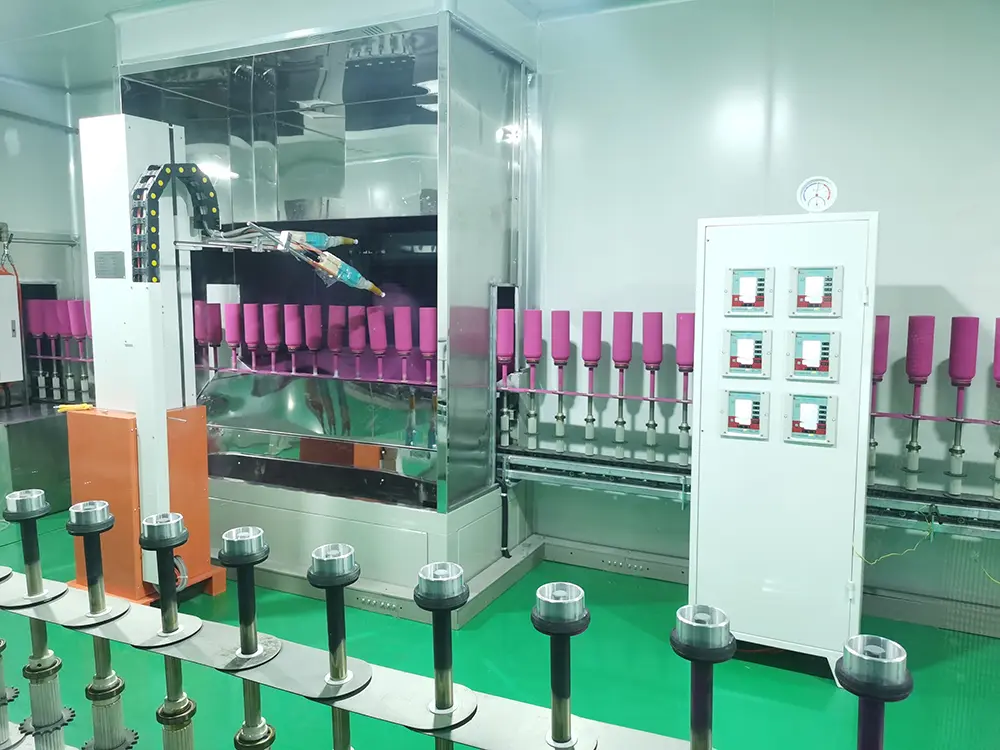
Our smart-factory infrastructure was expanded significantly in 2017 to span an 80,000 square meter footprint. Backed by 18 years of specialized industry development, our complex hosts 20 modern production lines. This includes seven automated stainless steel hydroforming lines and precision transfer systems alongside a specialized, eco-compliant electroplating division.
We are targeting a 56% automation index across our manufacturing floor by 2025. This ensures extreme dimensional tolerances, reduces cycle times, and keeps our annual manufacturing capacity well above 20 million premium units to reliably support high-volume distribution networks worldwide.
Navigating global retail regulations requires a manufacturing partner with verified audits, material safety certificates, and a traceable quality control workflow.
We actively maintain BSCI (EU Access Core), Sedex (Commonwealth Data Sharing), and ISO9001 quality management system certifications. Additionally, our facility is Disney-authorized for production, raising the approval probability of Fortune 500 corporate buyers by up to 41%.
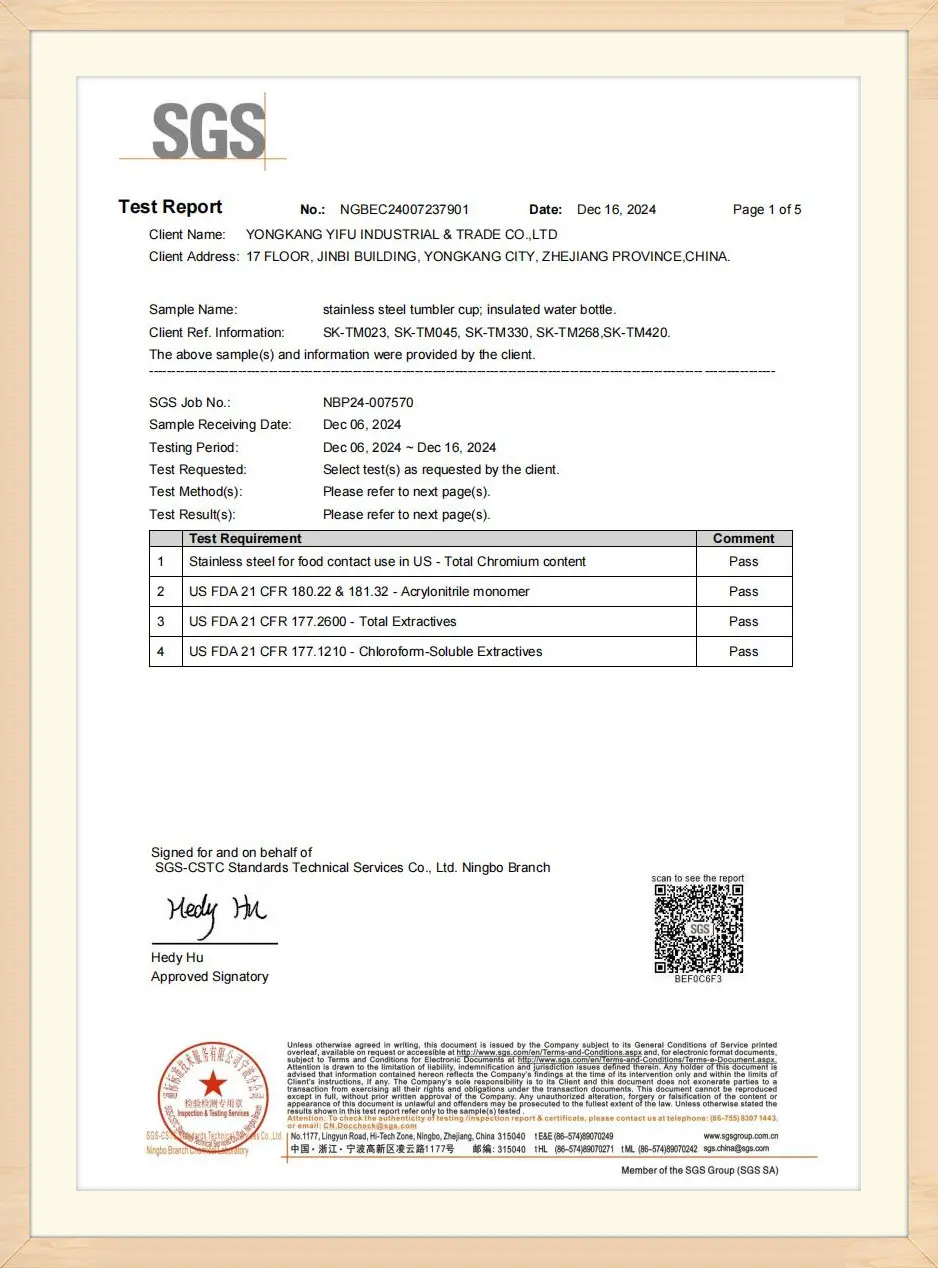
All finished shipments strictly adhere to FDA (US Food Contact Standard), LFGB (European Union Stringent Testing), and BPA-Free standards. Every production batch undergoes strict sensory and chemical migration tests to easily clear customs in North America, Europe, Japan, and Korea.
Operated from our 4 dedicated R&D bases in Shanghai and Yongkang, we have amassed over 110 international patents. By 2025, our localized CMF design centers in China, South Korea, and Malaysia will focus exclusively on regionalized and patent-protected product styling.

From initial design concept to international logistics, our standardized 6-step manufacturing workflow guarantees product consistency, brand integrity, and reliable delivery schedules.
Brand partners pitch initial ideas, sketches, or conceptual references. Our dedicated design team aligns functional requirements and styling targets.

Our engineers transform concept drawings into production-ready CAD files. We optimize the double-wall structure for vacuum insulation integrity.

We construct physically functional 3D metal samples. These undergo rigorous stress, temperature retention, and leak testing before mass production.

Once prototypes are approved, precision steel molds are manufactured. This step sets up the hydraulic lines for consistent stamping tolerances.

The product is finished via advanced electroplating, electrostatic powder coating, laser engraving, or custom screen printing based on requirements.

Every batch undergoes strict inspection before packaging. Products are loaded securely for international ocean, rail, or air transit.
Premium insulated drinkware matches distinct consumer use cases. Here is how our custom product lines fit into everyday retail and commercial settings.
Custom-branded 40oz tumblers and premium hip flask gift sets are widely popular for corporate promotions, tech conferences, and high-end VIP rewards. They offer prominent brand placement and exceptional utility, resulting in strong marketing reach and brand recall.
Our heavy-duty insulated water bottles and canteen lines are designed for rugged environments. They are ideal for cycling, alpine trekking, running, and fitness markets where reliable hot/cold retention, leakproof lids, and durable finishes are required.
Designed for upscale bars, craft breweries, and luxury hospitality settings, our double-walled vacuum can and bottle coolers preserve beverage temperatures. They prevent condensation, keeping tabletops clean and ensuring drinks stay cold until the last drop.

Everything you need to know about lead times, custom manufacturing, international food safety compliance, and minimum order requirements.
We primarily construct our thermal products using premium SUS304 food-grade stainless steel. For medical-grade or marine-grade requirements, we offer SUS316 stainless steel options. Both options are completely lead-free, BPA-free, and resist rust and corrosion over long-term use.
Our hydroformed double-wall design features a 0.5mm sealed vacuum chamber. Without air inside this gap, thermal convection and conduction are blocked. This prevents heat transfer, keeping the outer wall dry and condensation-free, even when holding ice-cold drinks.
Our standard manufacturing MOQ begins at 1,000 to 3,000 units per model, depending on the design. This requirement supports the set-up costs of automated hydroforming, line calibration, and color customization processes.
CAD drawing design and technical review take 3-5 working days. Building the prototype mold and physical sample fabrication takes 15-20 days. Creating the mass production tooling takes approximately 25-30 days, followed by line calibration.
We work with global freight networks to offer FOB, CIF, DDU, and DDP shipping. Our logistics team handles customs paperwork, clearance, and inland trucking to deliver goods directly to your distribution center.
Our factory maintains ISO9001, BSCI, and Sedex certifications. All our products are certified BPA-free and meet FDA, LFGB, and REACH standards, ensuring smooth import clearance into EU and North American markets.
Explore our highly durable, food-safe insulated tumblers, flasks, and specialized beverage carriers designed for global brands and retail distribution.






A look inside our manufacturing floor, showcasing our hydroforming lines, quality control stations, and laser engraving setups.








