Explore our premium selections tailored to withstand tropical temperatures while maintaining long-term ice retention and hot beverage freshness.
The Democratic Republic of the Congo (DR Congo) represents one of Africa's most dynamic yet operationally challenging regions. With major business hubs sprawling from the bustling capital of Kinshasa to the mining capital of Lubumbashi (Katanga Province), and the agricultural processing regions of the Kivu provinces, the demand for durable commercial and industrial supply chains is growing rapidly.
In these high-humidity, tropical equatorial climates, standard drinkware fails to maintain temperature control. Industrial operations, remote mining camps, and humanitarian NGO missions require reliable double-wall vacuum-insulated coffee jugs and thermal food vessels. Keeping beverages hot for up to 12 hours or cold for up to 24 hours is not merely a preference; it is a logistical necessity for crew health, performance, and workplace comfort.
Furthermore, the DR Congo has seen a resurgence in its local agricultural sectors, particularly the Kivu specialty coffee culture. Local micro-roasters, processing centers, and premium hospitality lodges in Goma and Bukavu require high-quality thermal servers that preserve the flavor integrity of Congolese Arabica and Robusta without metallic contamination. Our supply line provides the exact material standards needed for these challenging applications.
Heavy-duty, high-capacity vacuum jugs are essential for field crews operating in Kolwezi and Likasi, where water points are far apart and ambient heat reaches extremes.
Non-reactive ceramic-inner coatings protect the delicate acidity and complex notes of local organic coffees from metallic oxidation.
Seamless shipping pathways through the Port of Matadi or the East African transit corridors (Mombasa & Dar es Salaam) directly to your depots.
As international regulatory networks tighten restrictions on single-use plastics and chemical compounds like Bisphenol A (BPA) and phthalates, the global commercial drinkware sector has shifted decisively toward food-grade 18/8 (SUS304) and 18/10 (SUS316) stainless steel formulations.
Modern vacuum-insulation utilizes getters (gas-absorption materials) deployed between inner and outer walls. Creating a 10-5 Pa vacuum space virtually eliminates thermal conduction and convection, maintaining stable internal temperatures despite severe external climate shifts.
Commercial buyers now prioritize durability alongside style. Powder-coating processes offer robust sweat-proof grips, impact resistance, and corrosion barriers, reducing surface damage in industrial settings.
Replacing disposable plastics with steel alternatives aligns with ESG targets set by multinational mining consortia, NGOs, and hospitality developers operating in Sub-Saharan Africa.
With 18 Years of Professional Development, we focus on the R&D and production of premium kitchenware. Leveraging the industrial advantages of Yongkang—known as "China's Hardware Capital"—our facility manages comprehensive industry chain operations.
Our manufacturing base expanded to 80,000 square meters in 2017, featuring 20 modern production lines, including 7 stainless steel hydroforming lines, automated transfer lines, and a dedicated electroplating facility. By 2024, our annual production capacity is projected to exceed 20 million units, with annual sales topping $60 million. We target a 56% automation rate by 2025.
Our global R&D footprint includes 4 design and engineering centers in Shanghai and Yongkang, securing over 110 patents. By 2025, we will launch new CMF (Color/Material/Process) design nodes in China, South Korea, and Malaysia to deliver customized styles that align with changing regional market preferences.

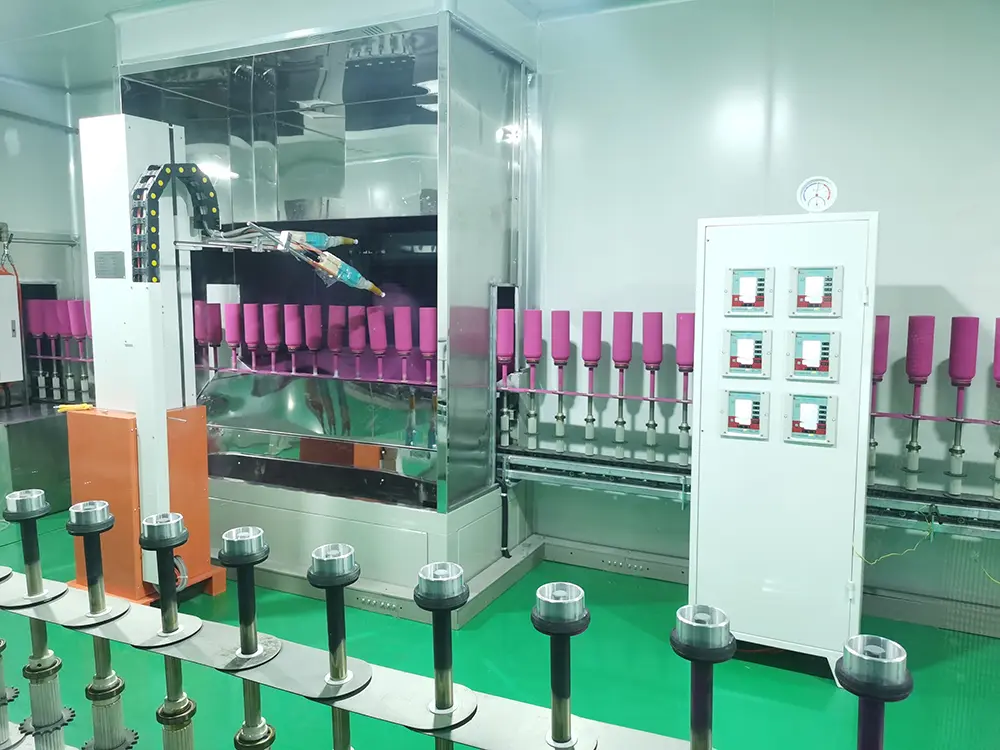
Our factory workshop represents the peak of automated thermal flask production. Our automated production line maintains uniform quality across high-volume orders. This precision is critical for the extreme vacuum integrity required by heavy-use commercial coffee jugs.



Our three-stage testing system evaluates vacuum integrity, thermal decay, and high-impact sealing before packaging and dispatch.
How our insulated coffee jugs preserve temperature and flavor integrity in environments with high ambient temperatures, such as DR Congo's mining fields and urban offices.
An evacuated space between two walls of pure 304 food-grade stainless steel stops thermal convection. Heat cannot pass through a vacuum, keeping coffee hot or ice water cold for hours.
A copper layer on the outer surface of the inner wall reflects heat radiation back into the beverage. This reduces radiative heat transfer by up to 60% compared to standard steel mugs.
Engineered with food-grade silicone seals and BPA-free polymer lids, our designs prevent leakage and stop heat from escaping through the top of the bottle.
Entering strict international and local supply chains requires rigorous safety compliance. We have obtained BSCI (European Union Market Access Core Certification), Sedex (Commonwealth Market Data Sharing Certification), and ISO9001 quality management system certifications. We are also authorized by Disney to produce, increasing the chance of securing orders by 41%.
Our safety standard certifications include FDA (US Food Contact Standard), LFGB (European Union Stringent Testing), and BPA-Free certificates. All our drinkware line passes sensory and chemical migration tests to meet safety requirements across European, American, Japanese, and Korean markets.
Every batch destined for Central Africa undergoes rigorous testing to verify it stands up to local storage and transit conditions.


We provide a structured development pipeline that turns your product ideas into fully realization, high-performing beverage containers.





Our supply network spans more than 80 countries, with a strong presence in premium markets across Europe, North America, Japan, and South Korea. This international reach ensures that our operations align with the regulatory compliance standards of different target countries.
By continuously investing in automation and updating our fabrication techniques, we offer reliable delivery and wholesale logistics support for companies in major DR Congo trade hubs, including Kinshasa, Lubumbashi, Kolwezi, Matadi, and Goma.


More than 20 years of production and metal-forming expertise.
Select from our full line of double-wall vacuum flasks, portable sports bottles, and high-capacity thermoses optimized for regional distribution and retail branding.
Get answers to technical, logistical, and custom options for sourcing large-scale orders of insulated coffee jugs.
We offer shipping options tailored to your location. For Kinshasa and western provinces, shipments are routed via sea freight to the Port of Matadi, followed by inland rail or road transit. For Lubumbashi, Kolwezi, and the southern copperbelt, we use routes through the Port of Dar es Salaam (Tanzania) or the Port of Durban (South Africa), clearing through the dry port at Kasumbalesa.
For Goma, Bukavu, and eastern regions, transport is managed via the Port of Mombasa (Kenya) along the Northern Corridor. We provide complete commercial documentation, including certificates of origin, packing lists, and export invoices, to assist with DRC customs clearance (DGDA).
Our standard drinkware uses high-grade SUS304 (18/8 food-grade) stainless steel for both the inner and outer walls. This grade has excellent corrosion resistance and does not react with acidic beverages like coffee, juice, or tea. For harsh environments, we also offer SUS316 (18/10 premium) linings, which provide higher pitting resistance and keep flavors fresh over long periods.
Each production batch undergoes testing. This includes checking heat loss by filling the jugs with hot water at 95°C and monitoring the temperature after 12 and 24 hours under controlled ambient conditions. Similarly, we test ice retention by measuring melt rates at 35°C to simulate tropical climates like those in Kinshasa and Kisangani.
We support a range of surface finishes. These include electrostatic powder coating (providing a slip-resistant, textured surface), glossy spray paints, water-transfer printing for complex patterns, and electroplating. Logos can be applied using high-precision fiber laser engraving, silk-screen printing, or heat-transfer techniques to ensure durability under field conditions.
Our typical MOQ for standard catalog colors is 1,000 units per model. For custom color matching (pantone matches), custom molds, or unique shape designs, the MOQ starts at 3,000 units. We can accommodate smaller test runs for enterprise clients under specific contractual agreements.
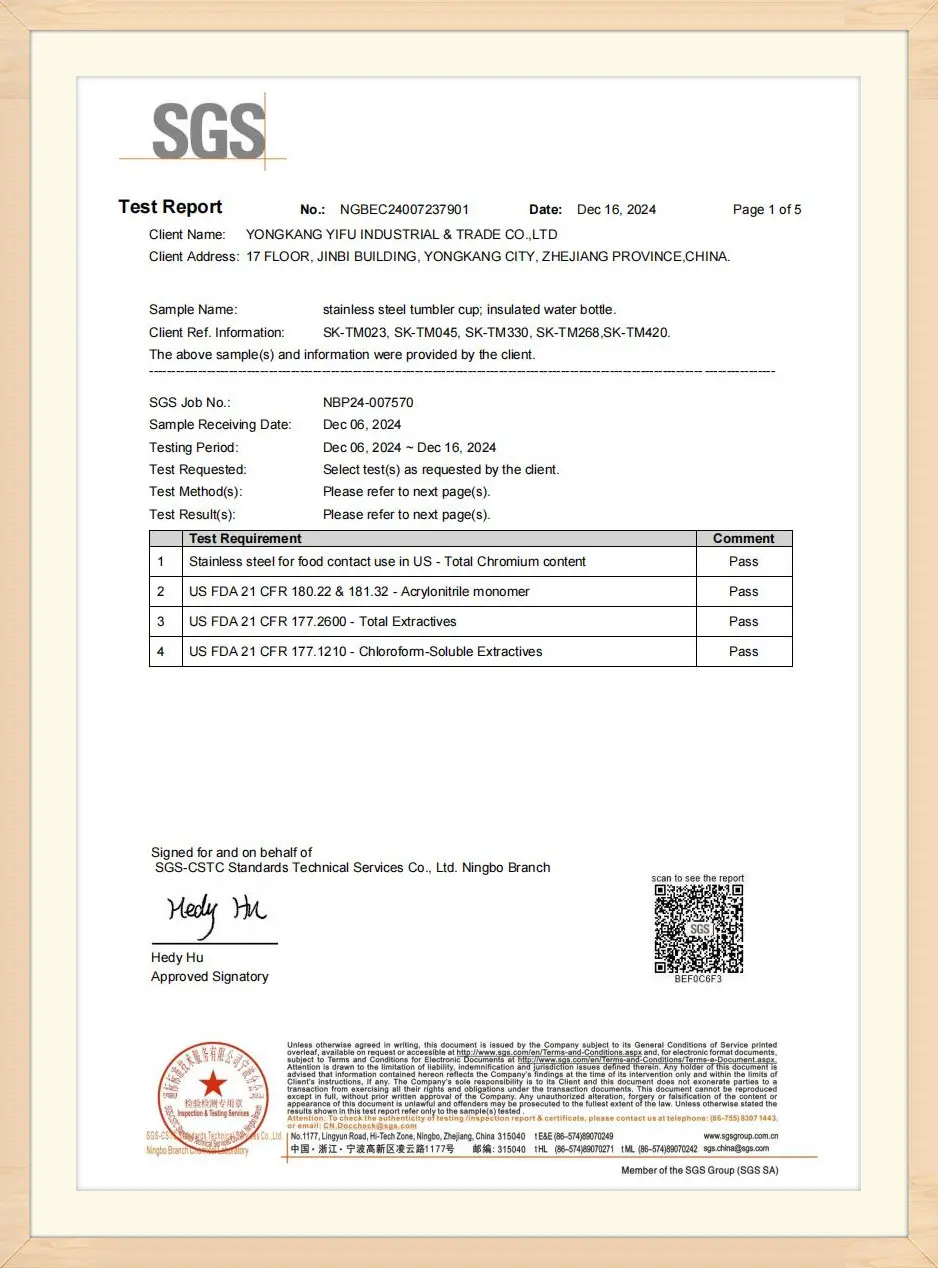
Our factories are BSCI-compliant and ISO9001 certified. We run on-site checks at every stage, from metal pressing to assembly. All products are tested to meet FDA, LFGB, and European chemical regulations. We can also coordinate with third-party testing firms like SGS, Bureau Veritas, or Intertek to provide inspection reports before shipment.















